How Hot Can These Burners Get?
A Crucible Melting Furnace

I have been communicating with Dave Moore for quite some time about his melting furnace. He has probably achieved temperatures as high, or higher, than anyone I have come in contact with over the years while using a propane burner. His top end temperatures may be exceeding 3100 degrees, and his own words and comments will verify this. I should add that in an alloy, a particular metal such as chromium will melt at a lower temperature than when in its pure state, but Dave melted chromium in its pure state. I will make few additional comments of my own. Dave does an excellent job of communicating the details of this exceptional furnace. Here are a couple of images to get you started. And yes, Dave knows about safety clothing. :-)
An E-Mail
In a message dated 7/12/00 11:56:09 AM Eastern Daylight Time,
rreil@micron.net writes:
<< Have you successfully melted steel, or just cast iron? >>
I have melted brass, iron, large steel bearings, and alloyed iron, carbon, manganese, nickel and chromium. In the alloy, chromium has the highest melting point at 3000 to 3100*F. In the picture, I am pouring the alloy. Had a degassing problem (needed silicon). But the alloy was successful. I tried to cut it with a chop saw, it hardened really fast from the heat and work. Seems to be a good tool steel.
The reason for the shell being so thick is the availability of high temp refractory. Fiber type refractory will not go above 2400*F, according to most manufactures. The aluma/silicon based refractories will go to around 3200*F. Also, there is the heat loss factor. Denser material keeps more BTUs in. Even at 5", the outside will get 600*, And the top at 4" will exceed 1000*. That is a lot of heat loss.
(Actually, density works in the reverse. Kaowool has a much higher "R" rating than solid refractory, and is therefore far superior, so far as BTU loss is concerned. Also, Kaowool can take significantly higher temperatures than 2400*F when coated with ITC-100, which is a 98% IR reflector. Kaowool will come up to operating temperature in a fraction of the time that it takes a solid refractory shell, thus saving fuel and time. There is also a high temperature variety of Kaowool available, but it costs considerably more then the standard type. The only down side to Kaowool is its fragility, and its tendency to melt instantly when contacted with borax based fluxes, which would not be an issue in this application. Ron)
Dave
Gas Fired Crucible Furnace
The idea was to make a gas furnace that would reach a temperature to melt steel.
I also wanted the process to be simple and efficient in design. Several features are in the design to make it easy and somewhat safe to handle the molten steel. It needs to be mentioned that handling molten steel, operating a furnace, and handling some of the materials in making the furnace, ARE dangerous and could possibly be FATAL if done incorrectly.
This is the first furnace I have built. I will give you what I did, although there are many things I will change on the next. But without having build one with the changes it is best to give you what has worked. I can if requested let you know what I would improve on. Feel free to contact me for question or comments of your own.
The unit is designed around a carbon graphite crucible 9.5"x7.5" made be Salamander.
The idea was to create a combustion chamber much like a jet engine. This would maximize on the fuel/oxygen and build heat better. Also creating a more neutral atmosphere by using most of the oxygen.
The furnace is fueled from below and the crucible sits on riser blocks giving from 2" to 3" clearance.
It vents from the lid, which is the upper part of the chamber. The Chamber is split 2/3 below and 1/3 above.
This gives easy access to remove the crucible.
The refractory material is a two-part 3000-degree monolithically poured, with a minimum of 5" thickness. The refractory material is a 44lb bag of dry mix with 1gal of activator liquid. Maker of material is Stellar (www.stellarmaterials.com) NOTE: you will need the biggest baddest mixer drill to mix it. It is thick, and sets hard in 15 min, tops. I kept it inside for a few days with the t-stat set at 70, to slow the cure time. So yes it is hard to work with, and expensive. The good side is that it is very strong, energy efficient, sets fast, bonds to cured material, and best of all it is thermal shock resistant. These are problems with water mix refractories. Water mix refractories have to be heat cured slowly to remove the water or they will pop apart in a violent manner. For me the Thermbond did not spall or explode, even though I know I had some air trapped in the mix. It did crack to vent the air. This is serious stuff, I know I don't want to be hit in the face with rocks at 3000-degrees.
I started with a round cut, 3/16", flat steel bottom 18" in diameter. Then cut a 2.5" hole in the center. Place 2" iron pipe 3" through hole and weld in place. 2" tube is 10" long with set screws in place. Cut the main support legs. The support legs are attached at tube/base weld and outer rim and extend out at an angle. The height of the base from floor is 21" and the radius of the leg is 22" from the center-line. Four leg sets are needed. Secondary supports are attached to the rim between the main supports and extend to the bottom of the legs. Casters are added to the legs.
A 3/16" rolled steel shell is welded to the base, 14" high and 18" in diameter. The top shell is welded to the top shell cover, the cover has a 3" hole cut. Top shell should be 18" wide and 8" high (I made mine too small at 16" wide x 6" high). A 4" steel door hinge is welded to the upper and lower shell, this is the pivot point to open the furnace. A handle is welded flat on the cover extending 20" from rim, and an angle support is welded from the upper hinge to 10" from the handle's end.
The forms are made using sheet metal to shape the inside of the chamber. The lower chamber is 8.5" wide x 9" high. There is a 2" high taper from the tube in the base that widens to 3" from 2". This should be formed with sheet metal also. The upper chamber is 9" wide x 4" high. Taper the vent hole and radius all corners and edges. Cut two empty toilet paper rolls in half (stop laughing) these are the forms for the pads the crucible will rest on.
Mix your refractory material per the directions and fill your forms. You will have to vibrate the whole thing to bring out any trapped air. Let cure.
I used one of the "Monster Burner" designs so I won't take any credit for it. I did however use a 150 cfm blower after the furnace reaches 3000 degrees. This is to have a more efficient burn. Nothing more complex than placing the blower under the burner. (I suggested to Dave that this arrangement has the danger that a cracked crucible would allow molten metal directly into the blower. The solution would be to have the blower removed from the furnace and to have an air pipe with a fusable "gate," perhaps heavy paper, in its bottom to allow molten metal to escape should the crucible fail.)
For fuel delivery I used a dual gauge regulator made for propane. The hose is also made for propane and is of welding grade. At the regulator I installed an anti-blow-back valve. This will prevent fuel flow in the case of a ruptured hose.
I start the burn off slow, and increase the fuel as the furnace heats up. I turn the blower on after about 20 minutes. When proper melt and soak time has occurred, I open the furnace by pushing down on the handle. It will stay open due to the change of the center of gravity of the lid. Grabbing the crucible with tongs I pull it out.
The shell, top and bottom ,were made to order from Jay Hays. The angle iron, flat steel, hinge, casters, black iron tubing, fuel fittings and other small stuff were bought from a hardware store. The regulator for fuel, hose and anti-blow-back valve was bought from a welding shop. And the refractory material was bought from a furnace supply shop.
Total cost was around $700.00, not counting labor and equipment.
So that is it. Have fun, be safe. Write with questions or comments to info@ferret50.com.
Dave
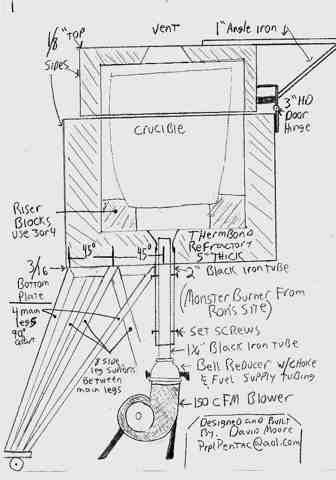
Rough Drawing of the Furnace
I have converted a 2 Meg "tif" image to a 126 K "JPG" image. I could have reduced its size further to save bandwidth, but I was afraid that the details would not come though as well. Sorry for the large file size, but it is worth it to maintain clarity of the details.
I wish to thank Dave for allowing me to post this information, and for providing the drawing, images, and text, to do so. Thank you very much Dave.
![]()
Return to my Forge and
Burner Design Page
The Full Site Map - Lists All Pages on This Site
Page By: Ron Reil
Edited with AOLpress
©Golden Age Forge
23 Nov 07
{kind=link}
{kind=link}
{kind=link}